

製造業の発展に重要な役割を担い、また、世界中から高い評価を受けている日本の金型。
株式会社坂本設計技術研究所は、その金型の一種である「自動車用プレス金型設計」を主軸業務としております。
プレス金型とは
プレス金型とは、プレス機械の上下運動を利用して被加工材を加工するための専用工具のことです。
被加工材とは
被加工材とはプレス金型によって加工される材料で、薄くひきのばした金属(金属板)です。分かりやすい例として、自動車のボディー(ドアでも、ボンネットでも目に見える鉄パーツです)を挙げます。
板の厚みは0.65mmぐらいの薄い板から、3.2mmなどの厚い板(自動車部品にとっては厚板なんです)まで、部品となる部位によって設定が変わります。そして、その金属板の材質も 軟鋼板(軟材 270 MPa 級材 )と呼ばれるものから、高張力鋼板(ハイテン材:High Tensile Strength Steel、 440 MPa / 590 MPa / 780 MPa / 980 MPa / 1180 MPa )と呼ばれるものまで様々で、材質の設定も部品となる部位によって変わります。
自動車は輸送機器で人命を預けるため強度が必要です。しかし、車両が重いのは色々と問題があります。そこで、製鉄業界は研究を重ねて高張力鋼板を開発したと思います(因みに、私が設計を始めたころは 440 MPa をチラホラ見かけたぐらいです)。 高張力鋼板は強くて頑固なため、 MPa の値が大きいほど、金型の強度と耐久性が更に強く求められます。

被加工材のロール状鋼板
製鉄所から加工工場まで運送される時のロール状の鋼板。
トラックの荷台に積まれて運送しているのを見かけると、どこに運ぶのかな?何をつくるのかな?と思います。
ロール状に巻いているけど、いや、巻いているからハッキリ言って鉄の塊です。いつ何時、何が起こるか分からないし、転がる恐れがあるので、くれぐれも近づかないようにしましょう。
プレス金型で成形するとは
プレス金型で成形するとは 、 薄くひきのばした金属(金属板) を専用工具である金型を用いて要求する形にすることです。
要求する形と言うのが、外板(外から見てわかる)部品のドア,ボンネット,サイドパネルや、準外板(ドアやボンネットを開けた時などに見てわかる)部品のフードパネル(ボンネットの内側),センターピラー(フロントドアとリアドアの間の柱となる部品)、そして内装を外したり分解しないと見えないクルマの骨組みとなる部品や足回り部品、エンジン関係部品や、ヒンジやステーなどの補助部品など様々です。
薄くひきのばした金属(金属板) がクルマの部品に成形されるには、部品形状にもよりますがいくつかの工程を経ないといけません。1つの部品に対して数工程必要と言うことは、その工程数の金型が必要と言うことです。
一枚の金属板を成形するには、絞り加工(絞り型),外形抜き加工(トリム型),曲げ加工(曲げ型),穴あけ工程(ピアス型)など、その他様々な加工があり、クルマの部品形状によって設定される加工工程や工程の順番は様々です。
【 加工例:センターピラー 】
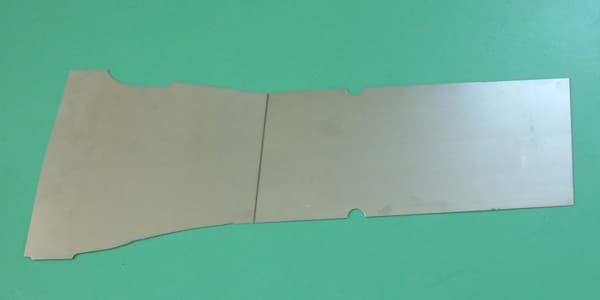
加工工程:ラフブランク
被加工材のロール状の鋼板から、部品を作り出すために必要な素材形状を抜き加工します。この状態になった鋼板を「ブランク材」と言います。
左の写真の場合、左側の台形と右側の長方形を別々に抜き加工し、黒いラインの部分で素材を焼き繋げて1枚にしています。
ブランク材には、1枚の鋼板でできたものや、左の部品のように2枚からなるもの( MPa や板厚が違うものをくっつける)、2枚重ね(間に綿素材をを挟んだり)のものなどもあります。

加工工程:ドロー(絞り)
ブランク材を上型ダイとブランクホルダーで挟み(つかみ)、必要な圧力で下型パンチに押し当て成形加工します。
イメージとしては、ビニールをしっかりつかんで形状物に押し当てて、ビニールをその形状に変形させる。
この業界では当たり前のことですが、初めて見た時は驚きました。曲げるだけでも硬い鉄ですよ。それを絞るだなんて。

加工工程:トリム&ピアス(抜き)
トリム(縁切り)加工で不要な部分を切り取ります(絞り加工ではつかみ代として必要ですが、最終の部品形状には不要のため)。
後の抜き工程や要求精度などを考慮し、トリムラインやピアス(穴抜き)を設定します。
左の写真のブランク材のつなぎ目近くにあるピアスは、カムピアス(寄穴抜き)加工と言い、プレス機械の上下運動から生まれる上から下に向かう力を、必要とする方向に向きを変えるカム機構を使用した加工です。

加工工程:ベンド&リスト
ベンド(曲げ)加工で右側のベロ部(トリム加工できるように展開していた部分)を下方向に曲げ、リスト(整形)加工で製品形状を整えます。形状がピシッとしました。
加工工程:2トリム&ピアス(抜き)
2回目の トリム(縁切り)加工 。この部品(製品)の場合、カムピアス加工が必要です。しかし、カム設定箇所のトリムラインとカム本体が干渉するため、トリム加工を2回に分けて設定しています。

加工工程:ピアス
リスト(整形)加工で製品形状を整えた後、残りのピアス加工をします。
穴の要求精度にもよりますが、基本的に製品形状が整ってからピアス加工を行います。
被加工材のロール状の鋼板からブランク材を抜き出し、成形や抜きなどの複数の加工工程を経てクルマの部品(製品)ができます。
プレス機械とは
プレス機械とは、金型で部品(製品)を生産するときに必要な圧力を与える(押す)機械です。
プレス機械には、金型の下型を固定するボルスターと、金型の上型を固定するスライドがあり、スライドが上下運動することにより、金型が成形・抜き加工を行います。
プレス機械には、60tonとかのかわいらしいものから、3000tonなどの迫力のあるものまであります。プレス機械のton数は製品を加工する時に必要な力よりも上回っていなければなりません。
また、プレス機械の種類には大きく分けて、タンデム(単発)プレス,ロボットプレス,トランスファープレス,プランク・プログレプレスがあります。どのプレス機械で生産するかは、製品の生産量や加工工程の設定などで決まります。








写真 1⃣:水色の小さな金型がセットされています。加工する部品も小さく、被加工材は人の手で投入・取出しを行います。
写真 2⃣:金型の色が黒いためが判別しにくいですが、プレスに金型がセットされています。 製品(銀色)のサイズが大きいのが分かります。そのため、投入は人の手で、取出しには自動化機構(金型設計されている)が用いられています。
写真 3⃣:4台のプレス間(黄色の枠/台)で水平に製品を自動搬送して加工を行います。 1台のプレスに1つの金型がセットされます。
写真 4⃣:ピンク色の金型がプレスにセットされています。プレスに取り付けられているグレー色のアームで製品を自動搬送して加工を行います。 ロボット機能にもよりますが、製品を平面的に回転させたり、上下方向に回転させたりもできます。写真には写っていませんが、このプレスが後ろに4台ほど並んでいます。
写真 5⃣:アイボリー色のプレス機1台に、オレンジ色の金型数台がセットされています。金型の手前に橋渡しされているバー(フィードバー)にFINGER(搬送するために製品をつかむ爪)を取り付け、バーの動き(x,y,z方向)により製品を自動搬送して加工を行います。
写真 6⃣:写真 5⃣ より一回り大きいプレスです。大きいプレスになると、大きな部品の生産が可能になります。3000tonクラスのプレスで加工されているダッシュボードパネルを見た時は、「 ダッシュボードパネル が空を飛んでる!!!」と、圧倒されました。
写真 7⃣:このプレスは1台のプレスに1つの金型がセットされていますが、金型の中に複数の加工工程が設定されており、 ロール状の鋼板を同じ間隔(ピッチ)で型内に送り込み、順々に加工工程を経てブランク材や製品として加工生産されます。こちらもプレス機の大きさにもよりますが、生産される製品のサイズは様々で、小さい製品を生産している様子はまるでマシンガンの様です。
写真 8⃣: ロール状の鋼板を切断することに特化したプレスで、短冊形などのシンプルな形状のブランク材に加工します。
写真 7⃣ と8⃣ で加工されたブランク材を、写真 1⃣ ~ 6⃣ のプレスで加工します。
プレス金型設計技術とは
プレス金型設計とは、想像と創造です。
プレス金型は、高精度な製品を大量に生産するための、その部品の専用工具です。金型で生産された部品の精度が悪いと、製品に組み付けることができないや、精度の悪い製品や、不良品につながります。
世の中の役に立つプレス金型を設計するには、設計する上での基礎知識や、加工や材料,計算値などの限界値を知る(探る)ことは基本中の基本です。その知り得た知識を図面に活かすには、日々の設計での反復動作(想像)が大切です。
私が初めて現場(打合せ)に同行した時に、その場で初めて見た製品形状(2D図面)に対して、すぐさま製品形状を把握し、製品姿勢(プレス加工方向)や工程の検討を始め、生産工場や日程(ブツ取りや型トライなど)の確認、型構造のイメージ確認、使用する購入部品メーカーの確認など、あまりに早いスピードで多くの内容を打合せすることに驚きました。しかも、1つの部品ではなく2・3部品、多い時には5部品ほどです。
私はメモを取るのに必死でした。「専門用語」に助けられ(事細かく書く必要が無く、手短なメモで済みます)、初耳のワードをメモすることで新しい知識が増えました。しかし、その後もそのような打合せは数多く、専門用語も現場によって異なる「現場用語(現場によって通じる通じない語があります)」があります。専門用語,現場用語を使い、もの凄いスピード展開の打合せを繰り広げる先輩の方々を「宇宙人みたい」と思いました。
打合せやその後の雑談、工場内を見学させていただいた時などに見聞きする、金型製造・製品生産現場で起こったことなどは、教科書などには載らない多くの情報があります。
もの凄いスピードの打合せや判断・対応能力は、 反復動作(想像)の賜物です。プレス金型設計は、打合せ内容や資料などから想像したイメージを、反復動作(想像)で確認しながら図面化し創造することです。

製品を想像する
プレス金型設計は、最初に支給される製品3Dデータや製品図(2D図面)から始まります。製品の材質,板厚,板基準,派生(1つの部品をベースにして別の部品にもなる)の有無などを確認します。製品の形状やサイズ感(大きさや重さ)を把握したら、加工工程を検討します。鉄(被加工材)の気持ちになって、こうやったらシワや板減(板厚の減少)やワレ(避ける・花咲)などの現象を起こさず成形できるのではないか? この方向からプレスしたら成形できるのではないか? このような加工工程を経たら製品精度を出せるのではないか? などを想像します。
以前、類似部品を設計したとしても、 製品の材質,板厚, 形状が違えば条件が同じではありません。また、生産するプレスが異なることや、金型製造メーカーが異なることなど、条件が変わることは当たり前です。同じ製品を設計することはありません。
金型を使用する生産現場を想像する
どのプレス機械を使用するのか? 加工工程の設定可能数は? 生産のメインプレスは? サブプレスは? フレキのプレスは? トライプレスは? 各々のプレスの特徴や注意事項,互換性は?
また、生産時の作業者の動線は? 工場内での金型運搬方法は? など、生産現場の設備や作業者の作業性・安全性を想像します。実際に、現場見学させていただくと、プレスを打つ音の大きさ(近づいて大声で話さないと聞こえません)や振動、天井クレーンで大きな金型を移動させていたり、フォークリフトで金型や生産した製品を運んでいたり、天井は高いけど結構暗い場所での作業であったりもします。そのため、注意を払いながら効率の良い行動をしなければいけません。
金型製造現場を想像する
しっかり分業化されている現場なのか? 小回りが利き、即座の対応が可能な現場なのか? どのような設備を保有し、どのような製作方法を得意とするのか? 金型製作に対して、どのような考え方・やり方(癖,技術,特徴)をしているのか? 型材や購入部品の手配方法など、金型製造現場の設備や作業者の作業性・安全性を想像します。
金型設計時には、製作時のヒューマンエラー対策や作業性(組み付けのし易さ、重量など),メンテナンス性,安全性を踏まえたうえで、加工時間の短縮につながる構造を提案します。
製造現場をシミュレーションするかの如く、設計中の設計者の姿勢が傾いていたり、ブツブツ言いながら設計していたり、動作確認をしている姿はまるでパントマイムを見ているかのようです。
金型設計図面で動く関係者を想像する
私が入社したての頃、弊社代表の坂本に聞かれた言葉が「この1枚の図面に、どれぐらい多くの人が動いてくれて1つの金型を製造したり、使用すると思う?」です。
設計段階でやり取りをする担当の方々、図面の検図を担当する方々、データ処理担当の方々、型材や部品の担当の方々、材料屋さん,部品屋さん,鋳物屋さん、金型製作時の加工,仕上げ,トライ担当の方々,ライントライに関係する方々、搬入や運送の担当者、金型を使用する生産現場の関係者の方々 など。私たちが設計に取り掛かる前段階にも数え切れない人の手が入っています。
「1枚の図面で、沢山の人が動いてくれるんや。ほとんどがアラビヤ数字で、少しの英語(クルマの部品名は英語)、あとは少しの日本語でやで。」と言われ、「確かに!」。
坂本はこうも言います。「図面の段階では何回でも修正が利くんや。現場でブツになったら、修正するのに時間が掛かるんや(材料の再手配時間や切削時間など)。納期に追われる現場に余計なことをさせたらあかん。ケガするぞ。」 ‹ 時々、とっても良いことをおっしゃいます。さすが!社長!と思います。 ›
「現場に優しい図面を描く」ために、各々の現場の工夫や知恵,技術や問題点を知り、図面に活かす。また、図面を見る関係者が見やすく、設計の意図が伝わりやすい図面にする工夫も必要です。

株式会社坂本設計技術開発研究所では、プレス金型設計の様々なご依頼に対応いたします。
また、自動車用プレス金型設計以外の色々な設計も承っております。お気軽にご相談ください。
設計に関する問い合わせ・ご相談・お見積りは専用フォームよりお問い合わせください。
【担当:松本(マツモト)】